





Note: This model only available in 460-480 volt three-phase.
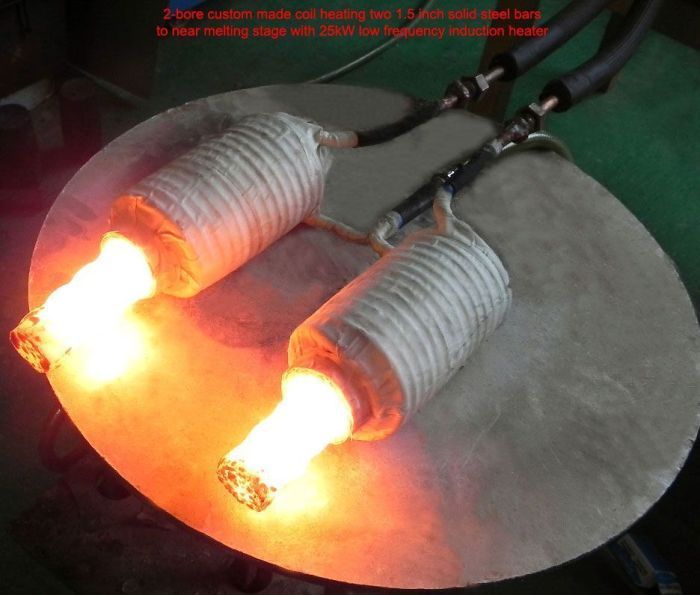
Across International's IHL series 1 kHz to 20 kHz low frequency induction heaters are good for a wide range of applications including deep heat penetration for full hardening processes, steel rod forging, tempering of pressing dies, pre-heating for welding, and melting of metal batches over 4 lbs. They are not limited to ferromagnetic materials, so nonferrous metals can also be used effectively.
There are three major components to the system: the power supply, the compensating capacitor/transformer and the induction coil/smelting crucible. Our heaters automatically adjust to the best resonant frequency in order to achieve the most efficient overall heating results based on our customer's requirements which include heat penetration, heating efficiency, operating noise and electromagnetic homogeneity. Two of our most popular low frequency machines are the Melting Furnaces with Tile-Pour Melter and Auto-feeding Rod Heating Furnaces for Forging.
Induction heating does not involve the external application of heat but rather the internal generation of heat in the workpiece itself. This process dispenses with long heating periods and enables the limited introduction of heat in a local and precisely timed manner, thus achieving a high degree of efficiency and maximum exploitation of energy. When compared with conventional heating methods, induction heating achieves maximum levels of quality and efficiency across a practically unlimited range of applications.
The basic principles of induction heating have been understood and applied to manufacturing since the 1920s. During World War II, the technology developed rapidly to meet urgent wartime requirements for a fast, reliable process to harden metal engine parts. More recently, the focus on lean manufacturing techniques and emphasis on improved quality control have led to a rediscovery of induction technology, along with the development of precisely controlled, all solid state induction power supplies. What makes this heating method so unique? In the most common heating methods, a torch or open flame is directly applied to the metal part. But with induction heating, heat is actually "induced" within the part itself by circulating electrical currents. Since heat is transferred to the product via electromagnetic waves, the part never comes into direct contact with any flame, the coil itself does not get hot, and there is no product contamination. When properly set up, the process becomes very repeatable and controllable.
HOW INDUCTION HEATING WORKS
How exactly does induction heating work? It helps to have a basic understanding of the principles of electricity. When an alternating electrical current is applied to the primary of a transformer, an alternating magnetic field is created. According to Faraday's Law, if the secondary of the transformer is located within the magnetic field, an electric current will be induced.
In a basic induction heating setup, a solid state RF power supply sends an AC current through a copper coil, and the part to be heated is placed inside the coil. The coil serves as the transformer primary and the part to be heated becomes a short circuit secondary. When a metal part is placed within the induction coil and enters the magnetic field, circulating eddy currents are induced within the part. These eddty currents flow against the electrical resistivity of the metal, generating precise and localized heat without any direct contact between the part and the coil.
IMPORTANT FACTORS TO CONSIDER
The efficiency of an induction heating system for a specific application depends on several factors: the characteristics of the part itself, the design of the induction coil, the capacity of the power supply, and the degree of temperature change required for the application.
METAL OR PLASTIC
First, induction heating works directly only with conductive materials, normally metals. Plastics and other non-conductive materials can often be heated indirectly by first heating a conductive metal susceptor which transfers heat to the non-conductive material.
MAGNETIC OR NON-MAGNETIC
It is easier to heat magnetic materials. In addition to the heat induced by eddy currents, magnetic materials also produce heat through what is called the hysteresis effect. During the induction heating process, magnetics naturally offer resistance to the rapidly alternating electrical fields, and this causes enough friction to provide a secondary source of heat. This effect ceases to occur at temperatures above the "Curie" point - the temperature at which a magnetic material loses its magnetic properties. The relative resistance of magnetic materials is rated on a permeability scale of 100 to 500; while non-magnetics have a permeability of 1, magnetic materials can have a permeability as high as 500.
THICK OR THIN
With conductive materials, about 80% of the heating effect occurs on the surface or "skin" of the part; the heating intensity diminishes as the distance from the surface increases. So small or thin parts generally heat more quickly than large thick parts, especially if the larger parts need to be heated all the way through. Research has shown a relationship between the heating depth of penetration and the frequency of the alternating current. Frequencies of 100 to 400 kHz produce relatively high-energy heat, ideal for quickly heating small parts or the surface/skin of larger parts. For deep, penetrating heat, longer heating cycles at 5 to 30 kHz has been shown to be most effective.
RESISTIVITY
If you use the exact same induction process to heat two same size pieces of steel and copper, the results will be quite different. Why? Steel along with carbon, tin and tungsten has high electrical resistivity. Because these metals strongly resist the current flow, heat builds up quickly. Low resistivity metals such as copper, brass and aluminum take longer to heat. Resistivity increases with temperature, so a very hot piece of steel will be more receptive to induction heating than a cold piece.
INDUCTION COIL DESIGN
It is within the induction coil that the varying magnetic field required for induction heating is developed through the flow of alternating current. So coil design is one of the most important aspects of the overall system. A well-designed coil provides the proper heating pattern for your part and maximizes the efficiency of the induction heating power supply, while still allowing easy insertion and removal of the part.
Induction coils are normally made of copper tubing - an extremely good conductor of heat and electricity - with a diameter of 1/8" to 3/16"; larger copper coil assemblies are made for applications such as strip metal heating and pipe heating. Induction coils are usually cooled by circulating water, and are most often custom-made to fit the shape and size of the part to be heated. So coils can have single or multiple turns; have a helical, round or square shape; or be designed as internal (part inside coil) or external (part adjacent to coil). There is a proportional relationship between the amount of current flow and distance between the coil and part. Placing the part close to the coil increases the flow of current and the amount of heat induced in the part. This relationship is referred to as the coupling efficiency of the coil.
Safety Features
- Overvoltage protection: machine shuts down when input voltage is over 245V. Overvoltage light will turn on and buzzer will sound continuously. Alarm and light shut off automatically when voltage goes below 245V.
- Overheat protection: if sensor detects IGBT heat sink temperature is over 55⁰C, machine will shut down, overheat light will turn on and buzzer will sound continuously. Increase water pressure or lower water temperature until alarm goes off itself.
-
Overcurrent/malfunction protections: machine will shut down, indicator light will turn on and buzzer wil sound continuously if one of these situations occurs:
- One of the machine parts becomes overheated.
- Interfering signal detected.
- Short circuit between work pieces and induction coils
- Machine failures.
- Induction coils touching each other.
- The input voltage is too low.
- Low water pressure protection: if water pressure goes below 29 PSI.
CAUTION
- Always wear protective gears and goggles when operating the machine. Crucibles must be covered all the time during operation. Across International is not responsible for any injury or damage caused by misuse.
- Do not run no-load operation for a long period of time, it might cause damage to the machine.
- Circulating water must be pure, clean and below 45C.
- Machine must be grounded properly all the time during operation.
- Do NOT use single-turn coil if coil diameter is smaller than 4 inches, it will cause high frequency damage to the machine.
- Thread tape (or related material) is absolutely prohibited during installation of induction coils.
Main Induction Furnace Specifications and melting Capacity:
The table below outlines the maximum melting capacity for each induction furnace model. Please note that each melting cycle takes approximately 50-60 minutes for a cold furnace and 20-30 minutes for a hot furnace.
|
Main Specifications |
Maximum Input Power |
Steel, Stainless Steel |
Brass, Copper, Gold, Silver |
Aluminum and Aluminum Alloy |
|
IH-15 |
15KW |
3KG |
10KG |
3KG |
|
IH-25 |
25KW |
5KG |
20KG |
5KG |
|
IH-35 |
35KW |
10KG |
30KG |
10KG |
|
IH-45 |
45KW |
18KG |
50KG |
18KG |
|
IH-70 |
70KW |
25KG |
100KG |
25KG |
|
IH-90 |
90KW |
40KG |
120KG |
40KG |
|
IH-110 |
110KW |
50KG |
150KG |
50KG |
|
IH-160 |
160KW |
100KG |
250KG |
100KG |
|
IH-240 |
240KW |
150KG |
400KG |
150KG |
|
IH-300 |
300KW |
200KG |
500KG |
200KG |
|
IH-600 |
600KW |
500KG |
1000KG |
500KG |
| Max. input current | 55 A (min. 70A circuit breaker required) |
| Power | 480 VAC 50/60Hz 3-phase (380V available upon request) |
| Power cord | |
| Output frequency |
1-20 KHz |
| Output current |
10-70 A |
| Output voltage |
70-550 V |
| Max. oscillating/input power |
45 KW |
| Duty cycle |
100% (24 hours continuous working) |
| Air cooling |
Rear fan |
| Water pressure |
≥ 0.2 Mpa (29 PSI) you may use tap water and water pump (>1/4HP & >240 Gph) |
| Water flow |
> 1 gallon (4 liters) per minute |
| Unit dimensions (WxDxH) |
Power supply: 10.5 x 22 x 18.5" Transformer: 19 x 23 x 29" |
| Shipping dimensions (WxDxH)/ Weight | 32 x 26 x 29" / 188 lbs |
| Connection cables |
7 feet |
|
Part description |
Quantity |
Part image |
| IHL45 induction heater |
1 set |
|
| Power cable btw power supply & capacitor x 1 Temp cable btw power supply & capacitor x 1 Water cooled cable btw capacitor & coil x 2 |
1 set |
|
| Remote on/off switch |
1 pc | |
| Optional copper tubing induction coil made according to customers requirements |
On demand |
|
| Stainless steel hose clamp |
1 set |
|
| Fuse | 1 set |
|
| Operation manual | 1 pc |
Payment & Security
Your payment information is processed securely. We do not store credit card details nor have access to your credit card information.